9. BÖLÜM : Yüzey İşleme İşaretleri
- 1 YÜZEY İŞLEME İŞARETLERİ-1
- 2 YÜZEY İŞLEME İŞARETLERİ-2
- 3 YÜZEY İŞLEME İŞARETLERİ-3
- 4 YÜZEY İŞLEME İŞARETLERİ-4
YÜZEY İŞLEME İŞARETLERİ-1
1.TANITIM
Makine parçaları yapımında dövme, dökme, talaş kaldırma vb. imalat yöntemleri kullanılır. Parçaları meydana getiren yüzeyler, imalat yöntemlerinden dolayı farklı özelliklerde oluşur. Parçaların bazı yüzeyleri birbiri üzerinde doğrusal hareket yaparak, bazıları birbiri içinde dönerek çalışırlar. Çalışan yüzeyler sürtünme kuvvetinden dolayı aşınırlar ve zamanla bozulurlar. Cıvata, somun gibi bazı parçalar hareketsiz görev yaparlar, fakat oturma yerlerinin düzgün olması istenir. Parçaların bazı yüzeylerinin çalışmayla ilgi görevleri yoktur. Bundan dolayı işlenmelerine gerek yoktur.
Bir makine parçasının yüzeyleri incelendiğinde yüzey kalitelerinin farklı farklı olduğu görülür. Birbiri içinde çalışan parçaların yüzeyleri düzgün, çalışmayan yüzeylerin pürüzlü olduğu görülür.
Başlangıçta yüzeylerin düzgünlüğü göz ve el ile kontrol edilerek belirlenirdi. Günümüzde yüzeylerin düzgünlüğü ölçülebilmektedir. Yüzeyin durumu işaretlerle belirtilmektedir. Bunlar eski ve yeni yüzey işaretleri olarak isimlendirilir. Bunlar sırayla anlatılacaktır.
Makine imalatında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler oluşabilir. Bu pürüzler uygulanan yapım çeşidine göre gözle görülebilir ve elle hissedilebileceği şekilde olabileceği gibi bazı hassas kontrol cihazları ile görülebilecek ve ölçülebilecek büyüklüklerde olabilir.
Makine parçalarında aşınmanın azalması ve yüzeyin daha güzel görünmesi için, bu pürüzlerin belli değerlerde olması gerekmektedir. Bundan dolayı yüzeylerin hangi pürüzlülükle işleneceğinin, yönteminin ve diğer bazı özelliklerinin resim üzerinde gösterilmesi gerekir.
En hassas işlenmiş yüzeyler bile pürüzlüdür. Yüzey pürüzlülüğü olmasaydı üst üste konmuş iki sıfır pürüzlülük değeri olan yüzeyler arasında hava olmayacağından bu yüzeyleri birbirinden ayırmak imkansız olurdu. Pürüzlülük sıfır olamasa da azaltılabilir. Daha pürüzsüz yüzey işlemeleri kaliteyi artırır ancak pahalıdır. 2.ESKİ YÜZEY İŞLEME İŞARETLERİ
1.İŞARETSİZ
Talaş kaldırma işlemine tabi tutulmadan şekil verilmiş parçalarda, yüzey düzgünlüğü ve pürüzlülüğü için bir şart konmadığı zaman sembole ihtiyaç yoktur. Dökme, dövme, haddeleme ve presleme yoluyla elde edilen parçalar örnek olarak verilebilir. Şekil 1’ de işaretsiz yüzey görülmektedir.
Şekil 1:İşaretsiz yüzey Şeki l 2:Yaklaşık işareti 2.YAKLAŞIK İŞARETİ ( )
)
Talaş kaldırma işlemine tabi tutulmadan şekil verilmiş parçalarda, yüzey düzgünlüğü ve pürüzlülüğünün daha düzgün olması istenilen yerlerde yaklaşık işareti kullanılır. Dökme, dövme, haddeleme ve presleme yoluyla elde edilen parçaların düzgün ve temiz yüzeylerine yaklaşık işareti konulabilir. Şekil 2’ de yaklaşık işaretli yüzey görülmektedir. Yaklaşık işareti konulduğu halde yeterince düzgün olmayan yüzeyler keski veya el taşlamayla düzeltilebilir.
Müsaade edilen pürüzlülük değeri 400 m ve daha yukarı olmalıdır. 1m=1/1000 mm’ dir. 3.BİR ÜÇGEN İŞARETİ ( )
)
Kaba talaş kaldırma yoluyla elde edilen yüzeyler bir üçgen işaretiyle belirtilirler. Yüzey üzerinde oluşan işleme izleri gözle görülür elle rahatça hissedilir.
Kaba tornalama, kaba planyalama, kaba frezeleme, matkapla delme ve testereyle kesme işlemlerinde bu yüzey kalitesi elde edilir. Şekil 3’ de tek üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 40m - 400 m arasında olmalıdır.
Şekil 3:Bir üçgen işareti Şekil 4:İki üçgen işareti 3.İKİ ÜÇGEN İŞARETİ ( )
)
Bir veya birkaç defa orta incelikte talaş kaldırarak ince işlenmesi gereken yüzeylere iki üçgen konulur. Yüzey üzerinde oluşan işleme izleri gözle görülür fakat elle hissedilmez.
İnce tornalama, ince planyalama, ince frezeleme ile elde edilen yüzeylere iki üçgen konulur. Şekil 4’ de iki üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 10m - 40m arasında olmalıdır. 4.ÜÇ ÜÇGEN İŞARETİ ( )
)
Bir veya birkaç defa ince talaş kaldırarak ince işlenmesi gereken yüzeylere üç üçgen konulur. Yüzey çok düzgündür. Yüzey üzerinde oluşan işleme izleri gözle görülmez elle de hissedilmez.
İnce tornalama, ince frezeleme, raybalama, tığ çekme ve taşlama ile elde edilen yüzeylere üç üçgen konulur. Şekil 5’ de üç üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 2.5m - 10m arasında olmalıdır.
Şekil 5:Üç üçgen işareti Şekil 6:Dört üçgen işareti 5.DÖRT ÜÇGEN İŞARETİ ( )
)
Çok hassas işlenen yüzeylere dört üçgen konulur. Yüzey çok düzgündür ve parlak şekilde görünür. İnce taşlama, lebleme ve honlama ile elde edilen yüzeylere dört üçgen konulur. Şekil 6’ da dört üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 2.5mm ve aşağı değerler.
Not: Yüzey işleme işaretleri ince çizgiyle çizilir ve yüksekliği yazı yüksekliği kadar alınır.
3. YÜZEYLERE UYGULANAN ÖZEL İŞLEMLER
Yukarıda anlatılan işaretler için kullanılan işleme metotları haricinde aşağıdaki özel işlemlerde kullanılır. Özel işlemler
1. Fırçalama, basınçlı hava, kum veya çelik bilye püskürtme, kaba taşlama ve çapak alma.
2. Işıl işlemler. Bunlar su verme, tavlama, menevişleme, semente etme, islah etme’ dir.
3. Kromaj, nikelaj, eloksal, kalaylama, emaye gibi.
4. Vernik, boya, macun gibi maddelerle yüzeylerin boyanması.
4. HONLAMA
Aşındırıcı taneciklerden meydana gelen taşların takılı olduğu bir başlığın silindir yüzeyine teması sonucu gerçekleşir. Honlama başlığı düşük hızda ileri geri hareket ederek ve dönerek yüzeyden talaş kaldırır. İşlem sonucunda düşük yüzey pürüzlülüğü ve ölçü tamlığı sağlanır.
Honlama torna, taşlama, rektifiye gibi operasyonlar sonrası son işlem olarak uygulanır. Silindirik iç ve dış yüzeylere uygulanır.
Bu teknik ile 0.3 mm’ ye kadar talaş kaldırılabilir. Yüzey pürüzlülüğü Ra=0.05-0.8 mm değerlerinde elde edilir. Şekil 7’ de honlama aletinin resmi honlama yapılan motor gövdesi görülmektedir.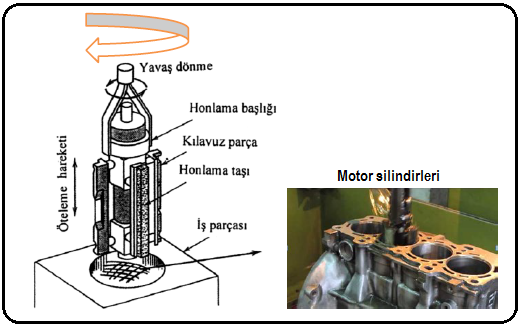
Şekil 7:Honlama aleti ve honlanan motor gövdesi 5. LEBLEME
Lepleme, sertleştirilmiş ve taşlanmış iş parçası yüzeylerinde büyük parlaklık ve tamlık elde etmek için yapılan bir işlemdir. Taşlanmış yüzeylerde çok küçük hataları düzeltmek, çok iyi bir yüzey kalitesi elde etmek ve birlikte çalışacak iki yüzeyin alıştırılmasını sağlamak amacıyla yapılır.
Lepleme elle veya mekanik olarak yapılabilir. Elle leplemede toz halinde serbest abrazif tanecikleri; mekanik leplemede birbirine taş şeklinde bağlanmış abrazif tanecikler kullanılır.
Bu bakımdan mekanik lepleme, taşlama veya honlama ile karıştırılabilir. Ancak, taşlamadan farklı olarak lepleme, çok düşük hızda, honlamaya göre farklı takım tipleri ile yapılır.
Hassas, olarak taşlanmış çeşitli düzlem yüzeyler ve yuvarlak iş parçaları, konik ve profilli parçalar, kontrol aletlerinin kontrol yüzeyleri (çatal ve tampon mastarları, Johanson mastarları vb.) leplenir. Yumuşak malzemelerin leplenmesinde çok düzgün yüzey meydana getirilemez. Çünkü, lepleme esnasında ince çizgiler meydana gelir. Seramik ve cam da leplenir. Yalnız plastik malzemeler leplenemez. Dişli çarklar, sonsuz vida ve çarkı, hassas vida ve somunlar vb. leplenir. Dişli çarklar leplenmeden önce, diş profillerini dikkatlice kontrol etmek gerekir. Şekil 8’ de lebleme makinesi görülmektedir.
Şekil 8:Lebleme makinesi 6. UYGULAMA
Şekil 9’ da eski yüzey işaretleriyle ilgili bir uygulama görülmektedir. Parçanın işlenen yüzeylerinde keskin köşeler meydana gelir. İşlenmeyen yüzeylerin köşeleri yuvarlatılmış olur. Uygulama parçamız döküm yoluyla elde edilmiştir. İşlenen yüzeylere görevi düşünülerek bir veya iki üçgen işaretleri konulmuştur. İşlenmeyen yüzeylere işaret konulmamıştır. İşaret konulmayan yerin işareti resmin üst tarafına ve parantez dışına yazılır. Resim üzerine konulan işaretler parantez içine yazılır.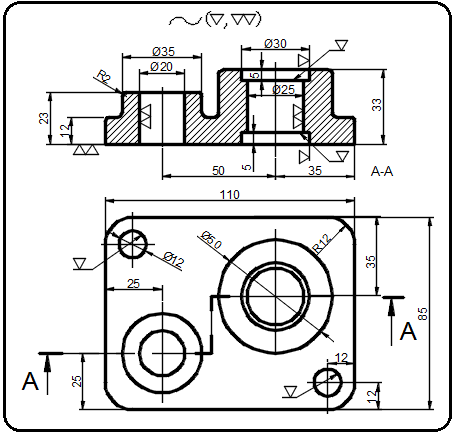
Şekil 9:Eski yüzey işaretleriyle ilgili uygulama
Makine parçaları yapımında dövme, dökme, talaş kaldırma vb. imalat yöntemleri kullanılır. Parçaları meydana getiren yüzeyler, imalat yöntemlerinden dolayı farklı özelliklerde oluşur. Parçaların bazı yüzeyleri birbiri üzerinde doğrusal hareket yaparak, bazıları birbiri içinde dönerek çalışırlar. Çalışan yüzeyler sürtünme kuvvetinden dolayı aşınırlar ve zamanla bozulurlar. Cıvata, somun gibi bazı parçalar hareketsiz görev yaparlar, fakat oturma yerlerinin düzgün olması istenir. Parçaların bazı yüzeylerinin çalışmayla ilgi görevleri yoktur. Bundan dolayı işlenmelerine gerek yoktur.
Bir makine parçasının yüzeyleri incelendiğinde yüzey kalitelerinin farklı farklı olduğu görülür. Birbiri içinde çalışan parçaların yüzeyleri düzgün, çalışmayan yüzeylerin pürüzlü olduğu görülür.
Başlangıçta yüzeylerin düzgünlüğü göz ve el ile kontrol edilerek belirlenirdi. Günümüzde yüzeylerin düzgünlüğü ölçülebilmektedir. Yüzeyin durumu işaretlerle belirtilmektedir. Bunlar eski ve yeni yüzey işaretleri olarak isimlendirilir. Bunlar sırayla anlatılacaktır.
Makine imalatında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler oluşabilir. Bu pürüzler uygulanan yapım çeşidine göre gözle görülebilir ve elle hissedilebileceği şekilde olabileceği gibi bazı hassas kontrol cihazları ile görülebilecek ve ölçülebilecek büyüklüklerde olabilir.
Makine parçalarında aşınmanın azalması ve yüzeyin daha güzel görünmesi için, bu pürüzlerin belli değerlerde olması gerekmektedir. Bundan dolayı yüzeylerin hangi pürüzlülükle işleneceğinin, yönteminin ve diğer bazı özelliklerinin resim üzerinde gösterilmesi gerekir.
En hassas işlenmiş yüzeyler bile pürüzlüdür. Yüzey pürüzlülüğü olmasaydı üst üste konmuş iki sıfır pürüzlülük değeri olan yüzeyler arasında hava olmayacağından bu yüzeyleri birbirinden ayırmak imkansız olurdu. Pürüzlülük sıfır olamasa da azaltılabilir. Daha pürüzsüz yüzey işlemeleri kaliteyi artırır ancak pahalıdır. 2.ESKİ YÜZEY İŞLEME İŞARETLERİ
1.İŞARETSİZ
Talaş kaldırma işlemine tabi tutulmadan şekil verilmiş parçalarda, yüzey düzgünlüğü ve pürüzlülüğü için bir şart konmadığı zaman sembole ihtiyaç yoktur. Dökme, dövme, haddeleme ve presleme yoluyla elde edilen parçalar örnek olarak verilebilir. Şekil 1’ de işaretsiz yüzey görülmektedir.
Şekil 1:İşaretsiz yüzey Şeki l 2:Yaklaşık işareti 2.YAKLAŞIK İŞARETİ (
)Talaş kaldırma işlemine tabi tutulmadan şekil verilmiş parçalarda, yüzey düzgünlüğü ve pürüzlülüğünün daha düzgün olması istenilen yerlerde yaklaşık işareti kullanılır. Dökme, dövme, haddeleme ve presleme yoluyla elde edilen parçaların düzgün ve temiz yüzeylerine yaklaşık işareti konulabilir. Şekil 2’ de yaklaşık işaretli yüzey görülmektedir. Yaklaşık işareti konulduğu halde yeterince düzgün olmayan yüzeyler keski veya el taşlamayla düzeltilebilir.
Müsaade edilen pürüzlülük değeri 400 m ve daha yukarı olmalıdır. 1m=1/1000 mm’ dir. 3.BİR ÜÇGEN İŞARETİ (
)Kaba talaş kaldırma yoluyla elde edilen yüzeyler bir üçgen işaretiyle belirtilirler. Yüzey üzerinde oluşan işleme izleri gözle görülür elle rahatça hissedilir.
Kaba tornalama, kaba planyalama, kaba frezeleme, matkapla delme ve testereyle kesme işlemlerinde bu yüzey kalitesi elde edilir. Şekil 3’ de tek üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 40m - 400 m arasında olmalıdır.
Şekil 3:Bir üçgen işareti Şekil 4:İki üçgen işareti 3.İKİ ÜÇGEN İŞARETİ (
)Bir veya birkaç defa orta incelikte talaş kaldırarak ince işlenmesi gereken yüzeylere iki üçgen konulur. Yüzey üzerinde oluşan işleme izleri gözle görülür fakat elle hissedilmez.
İnce tornalama, ince planyalama, ince frezeleme ile elde edilen yüzeylere iki üçgen konulur. Şekil 4’ de iki üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 10m - 40m arasında olmalıdır. 4.ÜÇ ÜÇGEN İŞARETİ (
)Bir veya birkaç defa ince talaş kaldırarak ince işlenmesi gereken yüzeylere üç üçgen konulur. Yüzey çok düzgündür. Yüzey üzerinde oluşan işleme izleri gözle görülmez elle de hissedilmez.
İnce tornalama, ince frezeleme, raybalama, tığ çekme ve taşlama ile elde edilen yüzeylere üç üçgen konulur. Şekil 5’ de üç üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 2.5m - 10m arasında olmalıdır.
Şekil 5:Üç üçgen işareti Şekil 6:Dört üçgen işareti 5.DÖRT ÜÇGEN İŞARETİ (
)Çok hassas işlenen yüzeylere dört üçgen konulur. Yüzey çok düzgündür ve parlak şekilde görünür. İnce taşlama, lebleme ve honlama ile elde edilen yüzeylere dört üçgen konulur. Şekil 6’ da dört üçgen işareti görülmektedir. Müsaade edilen pürüzlülük değeri 2.5mm ve aşağı değerler.
Not: Yüzey işleme işaretleri ince çizgiyle çizilir ve yüksekliği yazı yüksekliği kadar alınır.
3. YÜZEYLERE UYGULANAN ÖZEL İŞLEMLER
Yukarıda anlatılan işaretler için kullanılan işleme metotları haricinde aşağıdaki özel işlemlerde kullanılır. Özel işlemler
1. Fırçalama, basınçlı hava, kum veya çelik bilye püskürtme, kaba taşlama ve çapak alma.
2. Işıl işlemler. Bunlar su verme, tavlama, menevişleme, semente etme, islah etme’ dir.
3. Kromaj, nikelaj, eloksal, kalaylama, emaye gibi.
4. Vernik, boya, macun gibi maddelerle yüzeylerin boyanması.
4. HONLAMA
Aşındırıcı taneciklerden meydana gelen taşların takılı olduğu bir başlığın silindir yüzeyine teması sonucu gerçekleşir. Honlama başlığı düşük hızda ileri geri hareket ederek ve dönerek yüzeyden talaş kaldırır. İşlem sonucunda düşük yüzey pürüzlülüğü ve ölçü tamlığı sağlanır.
Honlama torna, taşlama, rektifiye gibi operasyonlar sonrası son işlem olarak uygulanır. Silindirik iç ve dış yüzeylere uygulanır.
Bu teknik ile 0.3 mm’ ye kadar talaş kaldırılabilir. Yüzey pürüzlülüğü Ra=0.05-0.8 mm değerlerinde elde edilir. Şekil 7’ de honlama aletinin resmi honlama yapılan motor gövdesi görülmektedir.
Şekil 7:Honlama aleti ve honlanan motor gövdesi 5. LEBLEME
Lepleme, sertleştirilmiş ve taşlanmış iş parçası yüzeylerinde büyük parlaklık ve tamlık elde etmek için yapılan bir işlemdir. Taşlanmış yüzeylerde çok küçük hataları düzeltmek, çok iyi bir yüzey kalitesi elde etmek ve birlikte çalışacak iki yüzeyin alıştırılmasını sağlamak amacıyla yapılır.
Lepleme elle veya mekanik olarak yapılabilir. Elle leplemede toz halinde serbest abrazif tanecikleri; mekanik leplemede birbirine taş şeklinde bağlanmış abrazif tanecikler kullanılır.
Bu bakımdan mekanik lepleme, taşlama veya honlama ile karıştırılabilir. Ancak, taşlamadan farklı olarak lepleme, çok düşük hızda, honlamaya göre farklı takım tipleri ile yapılır.
Hassas, olarak taşlanmış çeşitli düzlem yüzeyler ve yuvarlak iş parçaları, konik ve profilli parçalar, kontrol aletlerinin kontrol yüzeyleri (çatal ve tampon mastarları, Johanson mastarları vb.) leplenir. Yumuşak malzemelerin leplenmesinde çok düzgün yüzey meydana getirilemez. Çünkü, lepleme esnasında ince çizgiler meydana gelir. Seramik ve cam da leplenir. Yalnız plastik malzemeler leplenemez. Dişli çarklar, sonsuz vida ve çarkı, hassas vida ve somunlar vb. leplenir. Dişli çarklar leplenmeden önce, diş profillerini dikkatlice kontrol etmek gerekir. Şekil 8’ de lebleme makinesi görülmektedir.
Şekil 8:Lebleme makinesi 6. UYGULAMA
Şekil 9’ da eski yüzey işaretleriyle ilgili bir uygulama görülmektedir. Parçanın işlenen yüzeylerinde keskin köşeler meydana gelir. İşlenmeyen yüzeylerin köşeleri yuvarlatılmış olur. Uygulama parçamız döküm yoluyla elde edilmiştir. İşlenen yüzeylere görevi düşünülerek bir veya iki üçgen işaretleri konulmuştur. İşlenmeyen yüzeylere işaret konulmamıştır. İşaret konulmayan yerin işareti resmin üst tarafına ve parantez dışına yazılır. Resim üzerine konulan işaretler parantez içine yazılır.
Şekil 9:Eski yüzey işaretleriyle ilgili uygulama
SPONSORLAR


