DİĞER ÖLÇÜLENDİRME KURALLARI VE ÖLÇEK
1. DAR YERLERE ÖLÇÜ YAZMAK
Şekil 1’ de yarısı çizilmiş düz kanallı silindirik parça görülmektedir. Dikkat edilirse dar yerlerde ölçü oku sığmayacağı için ok yerine nokta konulmuştur.
Silindirik parçalar gibi simetrik ekseninin iki tarafına kısa çizgilerle simetrik işareti konulur. Çap ölçüleri için yarım ölçü çizgisi kullanılır. Ölçü çizgisi eksenden bir miktar aşağı uzatılır. Ölçü değeri tam yazılır ve önüne çap işareti konulur.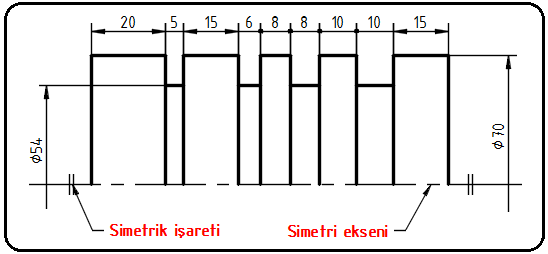
Şekil 1: Silindirik parçanın simetrik görünüşü ve ölçüleri 2. KESİCİ TAKIMIN SEMBOLİK GÖSTERİMİ
Şekil 2’ de yarım kesit alınmış parça görülmektedir. Özellik arz eden yerlerde kesici takım sembolik olarak gösterilebilir. Burada freze çakısının çapı ve yeri ölçülerle belirtilmiştir. Ayrıca daha önce anlattığımız ölçülendirme kuralları burada uygulanmıştır.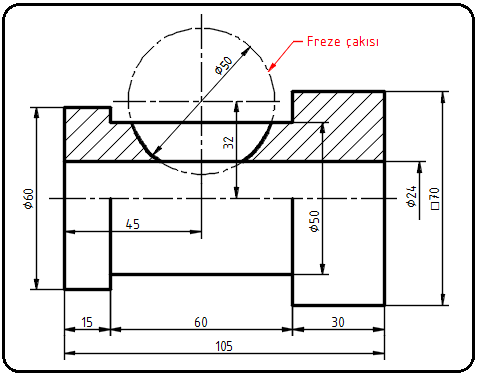
Şekil 2:Kanal açma kesici takımının sembolik gösterimi 3. EĞİM
Eğimli düz paçada dikey uzunluğun, yatay uzunluğa oranına eğim denir. Eğimli yapılan makina parçalarının resimlerinde eğim miktarı ayrıca belirtilir. Eğim işareti dik üçgen şeklindedir. Eğim %5 şeklinde gösterilebilir. Pay ve payda 5' e bölünürse 1:20 bulunur. Eğim 1:20 şeklinde de gösterilebilir. Eğim miktarı aşağıdaki formüle göre hesaplanır.
şeklindedir. Eğim %5 şeklinde gösterilebilir. Pay ve payda 5' e bölünürse 1:20 bulunur. Eğim 1:20 şeklinde de gösterilebilir. Eğim miktarı aşağıdaki formüle göre hesaplanır.
Eğim=Dikey uzaklık/yatay uzaklık=A-B/L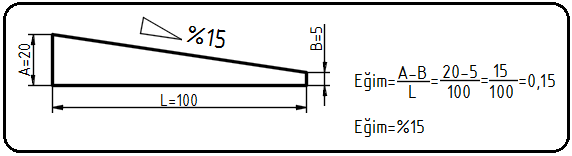
Şekil 3:Eğimin hesaplanması Eğimli kısımların makinalarda işlenebilmesi için açısının bilinmesi gerekir. Açıyı bulmak için tanjant bağıntı formülü kullanılır. Şekil 4’ te açının hesabı görülmektedir. Açının tanjant değeri 0,15’ dir. Önceden hazırlanmış açı fonksiyon değerlerine bakılarak 8°32’ (8 derece 32 dakika) değeri bulunur.
Not:Hesap yapmak istemeyenler çizimi hassas bir şekilde yapıp, bu açıyı çizim üzerinden ölçerek bulabilirler.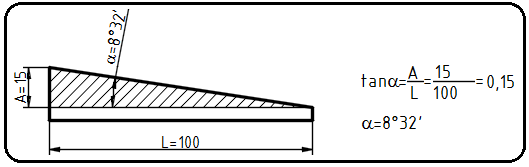
Şekil 4:Eğimin açısının hesabı formülü
Şekil 5’ de eğimli yüzeylere sahip profil demirler görülmektedir. Bu eğimli yüzeylere konulacak parçalarda aynı eğimde yapılırlar. %8 demek 100 mm uzunlukta 8 mm yükselme demektir. %8' i kesirli olarak ifade etmek için pay ve payda 8' e bölünür. 1:12.5 oranı bulunur. Eğim 1:12.5 şeklinde de gösterilebilir.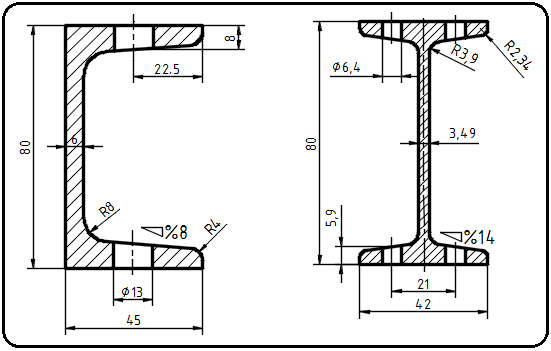
Şekil 5:Eğimli yapılmış profil demirler 4. KONİKLİK ve İŞLEME AÇISI
Tabanı daire olan konik yüzeyler torna makinasında işlenirler. İşçi resimdeki ölçülere göre koniyi elde etmek için torna makinasının siperini koninin tepe açısının yarısı kadar döndürür.
Siperin kaç derece döndürüleceği belirtilmelidir. İşçi hesap yapmak zorunda kalmamalıdır. Aksi halde işçi yanlış yapabilir ve zamandan kaybedebilir. Siperin ne kadar döndürüleceği açı olarak resim üzerinde belirtilmelidir.
1.Kesilmemiş konide koniklik ve işleme açısı:
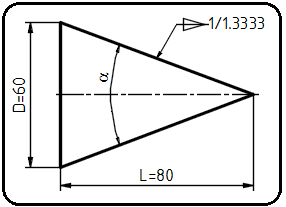
Çapın, uzunluğa oranına koniklik denir ve sembolüyle gösterilir. Şekil 6’ da gösterilen koninin konikliği:
sembolüyle gösterilir. Şekil 6’ da gösterilen koninin konikliği:
Koniklik=Koninin taban çapı/Koni boyu=60/80=1/1,3333 oranı bulunur. Bu oran koninin koniklik oranıdır ve koninin işlenmesinde kullanılmaz.
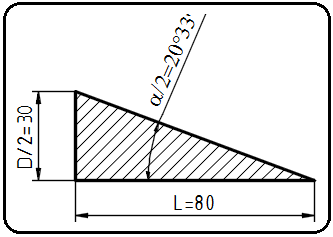
Koninin işlenebilmesi için açısının yarısının bulunması gerekir. İşleme açısını bulmak için aşağıdaki yol takip edilir:
açısının yarısının bulunması gerekir. İşleme açısını bulmak için aşağıdaki yol takip edilir:
tan/2=(D/2)/L=30/80=0,375 bulunur. Tanjant çizelgesine bakılarak işleme açısının /2=20° 33’ (20 derece 33 dakika) olduğu görülür. Bu açı torna siperinin döndürüleceği açıdır.
Şekil 6:Koniklik Şekil 7:İşleme açısı 2.Kesilmiş konide koniklik ve işleme açısı:
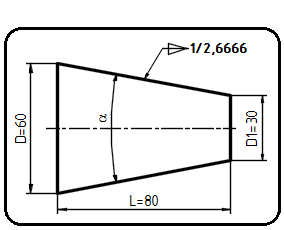
Şekil 7’ de gösterilen kesik koninin konikliği:
Koniklik=(D-D1)/L=(60-30)/80=30/80=1/2,6666 oranı bulunur. Bu oran koninin koniklik oranıdır ve kesik koninin işlenmesinde kullanılmaz.
Koninin işlenebilmesi için açısının yarısının bulunması gerekir. İşleme açısını bulmak için aşağıdaki yol takip edilir:
tan/2=(D-D1/2)/L=15/80=0,1875 bulunur. Tanjant çizelgesine bakılarak işleme açısının /2=10° 37’ (10 derece 37 dakika) olduğu görülür. Bu açı torna siperinin döndürüleceği açıdır.
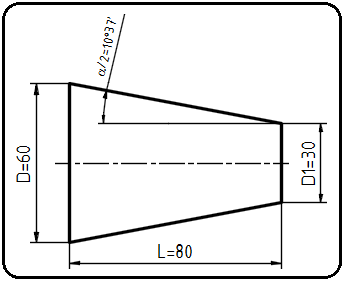
Şekil 8:Koniklik Şekil 9:İşleme açısı
5. ÖLÇEK
1.Büyültme ölçeği
Bir parça kendi ölçülerine göre çizilirse ölçeği 1:1’ dir. Parçanın normal görünüşleri çok küçükse, detayları tam görünmez ve ölçülendirme yapılamaz. Bu durumda işçi resmi okuyamaz ve üretimini yapamaz. Bu durumda resim büyütülerek çizilir. Ölçülendirme büyütülmüş resme göre değil, parçanın gerçek ölçüsüne göre yapılır. Resmin altına hangi oranda büyütüldüğü 2:1 gibi yazılır. Bu resmin iki kat büyütüldüğünü gösterir. Büyütme ölçek oranları 2:1, 5:1, 10:1’ dir. Şekil 10’ da parçanın 1:1 ve 2:1 büyütme ölçeğiyle çizilmiş resimleri görülmektedir.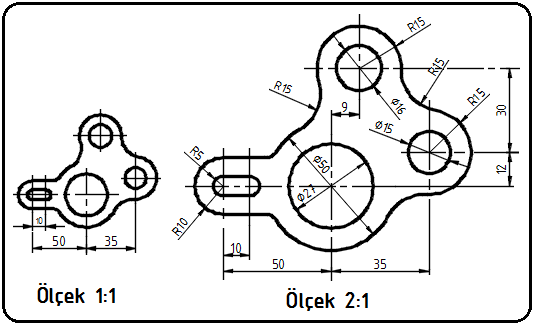
Şekil 10:Büyütme ölçeğiyle çizilmiş resim
Hemen şunu hatırlatalım çizimin bir bölümü de büyütülerek detay resmi çizilebilir. Şekil 11' de milin ucundaki punta deliğinin iki kat büyütülerek çizilmiş detay resmi görülmektedir. Detay resmi çizilecek kısım daire içine alınabilir.
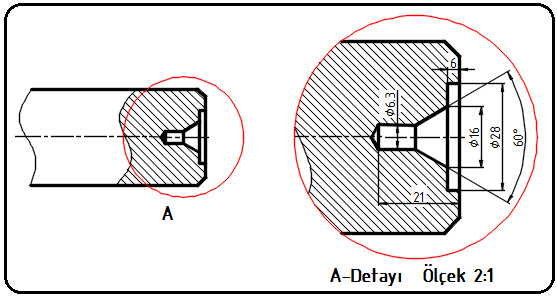
Şekil 11:Punta deliğinin büyütülmüş detay resmi 2.Küçültme ölçeği
Bazı makine parçaları büyük olduğundan normal resimleri de büyük olur. Büyük resimlerin saklanması da zor olur. Bu tip resimler küçültülerek çizilirler ve yerden kazanılır. Parça küçültülerek çizilse de ölçülendirme gerçek ölçülerle yapılır. Küçültme ölçek oranları 1:2, 1:5, 1:10, 1:20, 1:50 … gibi oranlardır. Şekil 12' de parçanın 1:1 ve 1:2 küçültme ölçeğiyle çzilmiş resim görülmektedir.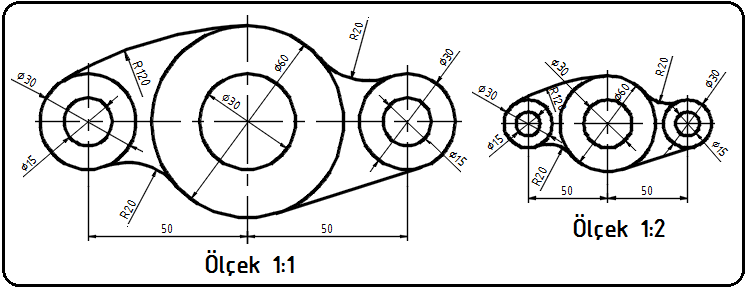
Şekil 12:Küçültme ölçeği ile çizilmiş resim
Şekil 1’ de yarısı çizilmiş düz kanallı silindirik parça görülmektedir. Dikkat edilirse dar yerlerde ölçü oku sığmayacağı için ok yerine nokta konulmuştur.
Silindirik parçalar gibi simetrik ekseninin iki tarafına kısa çizgilerle simetrik işareti konulur. Çap ölçüleri için yarım ölçü çizgisi kullanılır. Ölçü çizgisi eksenden bir miktar aşağı uzatılır. Ölçü değeri tam yazılır ve önüne çap işareti konulur.
Şekil 1: Silindirik parçanın simetrik görünüşü ve ölçüleri 2. KESİCİ TAKIMIN SEMBOLİK GÖSTERİMİ
Şekil 2’ de yarım kesit alınmış parça görülmektedir. Özellik arz eden yerlerde kesici takım sembolik olarak gösterilebilir. Burada freze çakısının çapı ve yeri ölçülerle belirtilmiştir. Ayrıca daha önce anlattığımız ölçülendirme kuralları burada uygulanmıştır.
Şekil 2:Kanal açma kesici takımının sembolik gösterimi 3. EĞİM
Eğimli düz paçada dikey uzunluğun, yatay uzunluğa oranına eğim denir. Eğimli yapılan makina parçalarının resimlerinde eğim miktarı ayrıca belirtilir. Eğim işareti dik üçgen
şeklindedir. Eğim %5 şeklinde gösterilebilir. Pay ve payda 5' e bölünürse 1:20 bulunur. Eğim 1:20 şeklinde de gösterilebilir. Eğim miktarı aşağıdaki formüle göre hesaplanır. Eğim=Dikey uzaklık/yatay uzaklık=A-B/L
Şekil 3:Eğimin hesaplanması Eğimli kısımların makinalarda işlenebilmesi için açısının bilinmesi gerekir. Açıyı bulmak için tanjant bağıntı formülü kullanılır. Şekil 4’ te açının hesabı görülmektedir. Açının tanjant değeri 0,15’ dir. Önceden hazırlanmış açı fonksiyon değerlerine bakılarak 8°32’ (8 derece 32 dakika) değeri bulunur.
Not:Hesap yapmak istemeyenler çizimi hassas bir şekilde yapıp, bu açıyı çizim üzerinden ölçerek bulabilirler.
Şekil 4:Eğimin açısının hesabı formülü
Şekil 5’ de eğimli yüzeylere sahip profil demirler görülmektedir. Bu eğimli yüzeylere konulacak parçalarda aynı eğimde yapılırlar. %8 demek 100 mm uzunlukta 8 mm yükselme demektir. %8' i kesirli olarak ifade etmek için pay ve payda 8' e bölünür. 1:12.5 oranı bulunur. Eğim 1:12.5 şeklinde de gösterilebilir.
Şekil 5:Eğimli yapılmış profil demirler 4. KONİKLİK ve İŞLEME AÇISI
Tabanı daire olan konik yüzeyler torna makinasında işlenirler. İşçi resimdeki ölçülere göre koniyi elde etmek için torna makinasının siperini koninin tepe açısının yarısı kadar döndürür.
Siperin kaç derece döndürüleceği belirtilmelidir. İşçi hesap yapmak zorunda kalmamalıdır. Aksi halde işçi yanlış yapabilir ve zamandan kaybedebilir. Siperin ne kadar döndürüleceği açı olarak resim üzerinde belirtilmelidir.
1.Kesilmemiş konide koniklik ve işleme açısı:
Çapın, uzunluğa oranına koniklik denir ve
sembolüyle gösterilir. Şekil 6’ da gösterilen koninin konikliği:Koniklik=Koninin taban çapı/Koni boyu=60/80=1/1,3333 oranı bulunur. Bu oran koninin koniklik oranıdır ve koninin işlenmesinde kullanılmaz.
Koninin işlenebilmesi için
açısının yarısının bulunması gerekir. İşleme açısını bulmak için aşağıdaki yol takip edilir:tan
/2=(D/2)/L=30/80=0,375 bulunur. Tanjant çizelgesine bakılarak işleme açısının /2=20° 33’ (20 derece 33 dakika) olduğu görülür. Bu açı torna siperinin döndürüleceği açıdır. Şekil 6:Koniklik Şekil 7:İşleme açısı 2.Kesilmiş konide koniklik ve işleme açısı:
Şekil 7’ de gösterilen kesik koninin konikliği:
Koniklik=(D-D1)/L=(60-30)/80=30/80=1/2,6666 oranı bulunur. Bu oran koninin koniklik oranıdır ve kesik koninin işlenmesinde kullanılmaz.
Koninin işlenebilmesi için
açısının yarısının bulunması gerekir. İşleme açısını bulmak için aşağıdaki yol takip edilir:tan
/2=(D-D1/2)/L=15/80=0,1875 bulunur. Tanjant çizelgesine bakılarak işleme açısının /2=10° 37’ (10 derece 37 dakika) olduğu görülür. Bu açı torna siperinin döndürüleceği açıdır. Şekil 8:Koniklik Şekil 9:İşleme açısı
5. ÖLÇEK
1.Büyültme ölçeği
Bir parça kendi ölçülerine göre çizilirse ölçeği 1:1’ dir. Parçanın normal görünüşleri çok küçükse, detayları tam görünmez ve ölçülendirme yapılamaz. Bu durumda işçi resmi okuyamaz ve üretimini yapamaz. Bu durumda resim büyütülerek çizilir. Ölçülendirme büyütülmüş resme göre değil, parçanın gerçek ölçüsüne göre yapılır. Resmin altına hangi oranda büyütüldüğü 2:1 gibi yazılır. Bu resmin iki kat büyütüldüğünü gösterir. Büyütme ölçek oranları 2:1, 5:1, 10:1’ dir. Şekil 10’ da parçanın 1:1 ve 2:1 büyütme ölçeğiyle çizilmiş resimleri görülmektedir.
Şekil 10:Büyütme ölçeğiyle çizilmiş resim
Hemen şunu hatırlatalım çizimin bir bölümü de büyütülerek detay resmi çizilebilir. Şekil 11' de milin ucundaki punta deliğinin iki kat büyütülerek çizilmiş detay resmi görülmektedir. Detay resmi çizilecek kısım daire içine alınabilir.
Şekil 11:Punta deliğinin büyütülmüş detay resmi 2.Küçültme ölçeği
Bazı makine parçaları büyük olduğundan normal resimleri de büyük olur. Büyük resimlerin saklanması da zor olur. Bu tip resimler küçültülerek çizilirler ve yerden kazanılır. Parça küçültülerek çizilse de ölçülendirme gerçek ölçülerle yapılır. Küçültme ölçek oranları 1:2, 1:5, 1:10, 1:20, 1:50 … gibi oranlardır. Şekil 12' de parçanın 1:1 ve 1:2 küçültme ölçeğiyle çzilmiş resim görülmektedir.
Şekil 12:Küçültme ölçeği ile çizilmiş resim
SPONSORLAR


