ISO TOLERANS SİSTEMLERİ
1.TARİHÇE
Taleranslar ve alıştırmalarla ilgili değişik sistemlerin birleştirilmesini sağlamak için 1926 yılında Milletlerarası Standartlar Birliği (International Standard Association-ISA) kurulmuş ve New York’ ta toplanarak toleranslarla ilgili çalışmalara başlamıştır. Başlangıçta sadece metrik sistemi kullanan ülkeler için tolerans ve alıştırmalar sistemi yapılmıştır. Daha sonraki zamanlarda çalışmalara İngiltere ve Amerika’ da katılmıştır.
Çalışmaların ilk aşamasında kurulan bir komisyon 1 mm’ den 180 mm’ye kadar ölçüler için tolerans ve alıştırmalar hazırlamış ve ISA genel kurulu tarafından 1931 yılında kabul edilmiş olup 1932 yılında yayınlanarak uygulamaya konulmuştur. Çalışmalar 500 mm çapa kadar sürdürülmüş olup 1935 yılında yayınlanarak kullanıma alınmıştır.
ISA, 1950 yılında ISO (International Standard Organization) ismini almıştır. 2. ÖLÇÜ BASAMAKLARI ve ISO TOLERANS NİTELİKLERİ
ISO kuruluşunda çalışan uzmanlar aşağıdaki çap basamaklarını belirlemişlerdir.
1-3 3-6 6-10 10-14 14-18 18-24 24-30 30-40 40-50 50-65 65-80 80-100
100-120 120-140 140-160 160-180 180-200 200-225 225-250 250-280
280-315 315-355 355-400 400-450 450-500
ISO tolerans sistemi bir harf ve rakam veya sayıdan oluşur. Bu sistemde alfabenin tüm harfleri kullanılır. Büyük harfler delikler için küçük harfler mil içindir. Örnek olarak bir delik için H7, mil için g6 gösterilebilir (Şekil 1).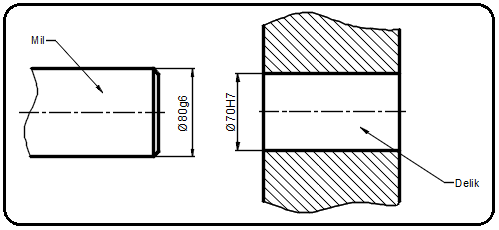
Şekil 1:ISO sistemine göre mil ve delik toleransının yazılışı Tarihçe başlığında da belirttiğimiz gibi bilim adamları işlerin hassaslığına göre 20 adet tolerans niteliği belirlemişlerdir. Bunlar IT01, IT0, IT1…………IT18 nitelikleridir. IT harfleri ISO tolerans niteliği demektir. Rakamlar ve sayılar F9, h5 ve D10 gibi tolerans harflerinin yanına yazılır.
IT01….IT5 tolerans nitelikleri küçük toleranslardır ve hassas ölçü aletlerinin yapımında, IT6…..IT11 tolerans nitelikleri orta toleranslardır ve iş parçalarının yapımında, IT12 …….IT18 büyük toleranslardır ve dövülmüş, dökülmüş, haddelenmiş kaba işlerde kullanılır. 3. ISO TOLERANS BÖLGELERİ
ISO tolerans bölgeleri harflerden meydana gelir. Büyük ve küçük ölçü arasındaki bölgedir. Tolerans bölgeleri 0 çizgisine göre belirlenir. Şekil 2’ de delik için tolerans bölgeleri görülmektedir.
Dikkat edilirse sıfır çizgisinin üst tarafında kalan A…H tolerans bölgeleri arasındaki delik ölçüsü anma ölçüsünden büyük olur. Sıfır çizgisinin alt tarafında kalan K…ZC tolerans bölgeleri arasındaki delik ölçüsü anma ölçüsünden küçük olur. H tolerans alanında en küçük delik ölçüsü anma ölçüsüne eşittir.
K tolerans alanında deliğin en büyük ölçüsü anma ölçüsüne eşittir. J ve JS tolerans alanlarında deliğin en büyük ölçüsü sıfır çizgisinin pozitif tarafında, deliğin en küçük ölçüsü sıfır çizgisinin negatif tarafındadır.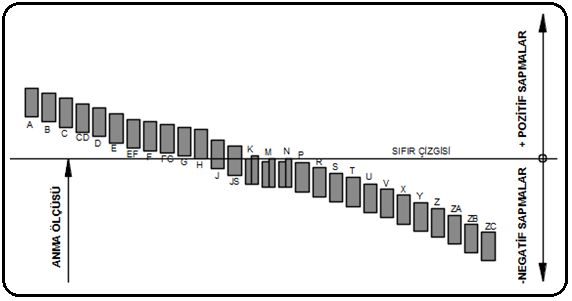
Şekil 2:Delik için tolerans bölgeleri Şekil 3’ de mil için tolerans bölgeleri görülmektedir. Dikkat edilirse sıfır çizgisinin alt tarafında kalan a…h tolerans bölgeleri arasındaki mil ölçüsü anma ölçüsünden küçük olur. Sıfır çizgisinin üst tarafında olan k…zc tolerans bölgeleri arasındaki mil ölçüsü anma ölçüsünden büyük olur. h tolerans alanında en büyük mil ölçüsü anma ölçüsüne eşittir. k tolerans alanında milin en küçük ölçüsü anma ölçüsüne eşittir. j ve js tolerans alanlarında milin en büyük ölçüsü sıfır çizgisinin pozitif tarafında, milin en küçük ölçüsü sıfır çizgisinin negatif tarafındadır.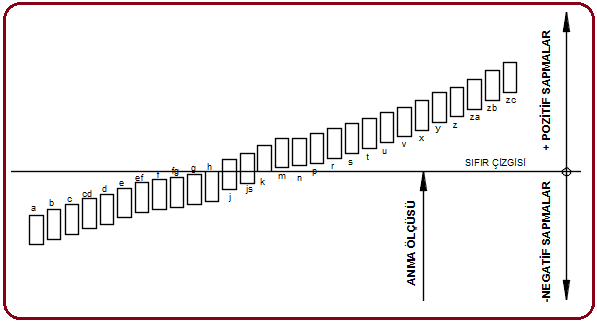
Şekil 3:Mil için tolerans bölgeleri 4.SAPMALAR
Uzmanlar uzun çalışmalar sonucunda, “Ölçü Basamakları, ISO Tolerans Nitelikleri” ve ISO Tolerans Bölgeleri ni belirleyip bir takım hesaplar yaptıktan sonra mikrometre (µm) cinsinden alt ve üst sapma değerlerini bulup çizelgeler hazırlamışlardır. Bizler bu hazır çizelgeleri kullanarak işlerimizi yapmaktayız.
Örnek olarak 50 mm çapında bir delik için H7 toleransını kullanalım. 40-50 ölçü aralığı seçilir. Burada 40 ölçüsü hariç 50 ölçüsü dahil demektir. Çizelgeye baktığımızda +25, 0 µm sapma değerleri görülür. +25 değeri üst sapma, 0 değeri alt sapmadır. Sapmaların her ikisi pazitif bölgede veya negatif bölgede olabilir. Bazı toleranslarda sapmanın birisi pazitif bölgede, diğeri negatif bölgede olabilir.
Sapma değerleri mm’ ye dönüştürülür. 1µm=0.001 mm’ dir. Kısacası mikron değerler 1000’ e bölünerek mm’ye dönüştürülür. 25µm=0.025 mm’ dir. Bir sonraki konuda toleransların resim üzerindeki gösterimleri örnekleriyle anlatılacaktır. 5. “NORMAL DELİK” ve “NORMAL MİL” SİSTEMLERİ
1. Normal Delik Alıştırma Sistemi: Normal delik alıştırma sisteminde delik önceden hazırlanmış olup toleransları H harfiyle belirtilir. H toleranslarında her zaman alt sapma 0 değerindedir. Üst sapmalar değişebilir. Delik ölçüsü sabit tutularak boşluklu, belirsiz ve sıkı alıştırmalar için mile değişik toleranslar verilir.
Mile a, b, c, d, e, f, g harfleriyle tolerans verilirse boşluklu alıştırma, h, j, k, m, n harfleriyle tolerans verilirse belirsiz alıştırma, p, r, s, t, u, v, x, y, z, za, zb, zc harfleriyle tolerans verilirse sıkı alıştırma elde edilir.
Boşluklu alıştırma için Ø40H7/g6, belirsiz alıştırma için Ø40H7/j6, sıkı alıştırma için Ø40H7/s6 örnekleri verilebilir. Bu işi en iyi bilenler uygulamayı yapanlardır.
2. Normal Mil Alıştırma Sistemi: Normal mil alıştırma sisteminde mil önceden hazırlanmış olup toleransları h harfiyle belirtilir. h toleranslarında her zaman üst sapma 0 değerinde, alt sapmalar negatif değerindedir. At sapmalar değişebilir.Mil ölçüsü sabit tutularak boşluklu, belirsiz ve sıkı alıştırmalar için deliğe değişik toleranslar verilir.
Deliğe A, B, C, D, E, F, G harfleriyle tolerans verilirse boşluklu alıştırma, H, J, K, M, N harfleriyle tolerans verilirse belirsiz alıştırma, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC harfleriyle tolerans verilirse sıkı alıştırma elde edilir.
Boşluklu alıştırma için Ø40h6/F8, belirsiz alıştırma için Ø40h9/H8, sıkı alıştırma için Ø40h6/R7 örnekleri verilebilir. Bu işi en iyi bilenler uygulamayı yapanlardır.
Şekil 4’ de delikler için ISO tolerans çizelgesi, Şekil 5’ de miller için ISO tolerans çizelgesi görülmektedir. Her iki çizelgede de ölçüler µm’ dir. Çizelgeler akil-cagi.blogspot.com adresinden alınmıştır.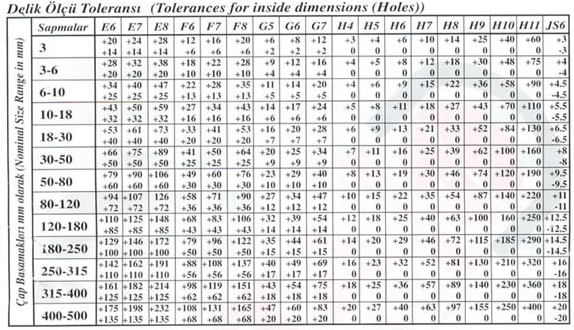
Şekil 4:Delik için ISO toleransları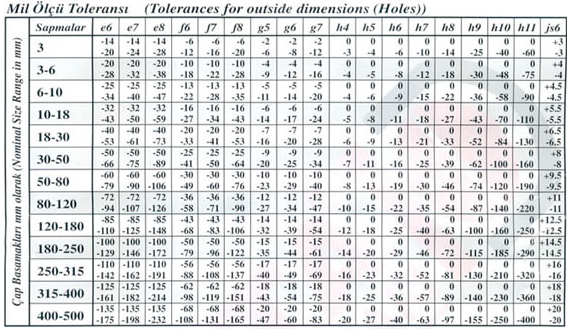
Şekil 5:Mil için ISO toleransları Not: Makine işleriyle uğraşan çizimci veya yapımcı teknik elemanlar bu konuları çok iyi bilmesi gerekir. Yedek parça sanayii tolerans sayesinde varlığını sürdürebilir. Aksi halde yapılan parçalar yerlerine takılamayabilir. Yaygın olarak kullanılan Rulmanlı yataklar örnek olarak verilebilir. Rulmanlı yataklar özel fabrikalarında yapılır ve hazır olarak kullanılır. Rulmanlı yatakların ölçüleri toleranslarıyla birlikte katalog çizelgelerinde belirtilir. Şekil 6’ da ISO alıştırma dereceleri çizelge halinde verilmiştir.
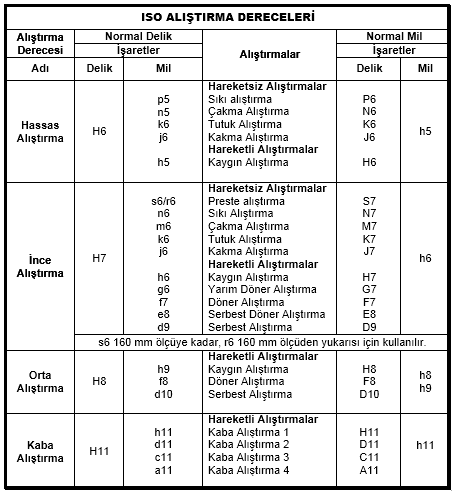
Şekil 6:ISO Alıştırma dereceleri
6.MAKİNA YAPIMINDA TERCİH EDİLEN ISO ALIŞTIRMALARI
Taleranslar ve alıştırmalarla ilgili değişik sistemlerin birleştirilmesini sağlamak için 1926 yılında Milletlerarası Standartlar Birliği (International Standard Association-ISA) kurulmuş ve New York’ ta toplanarak toleranslarla ilgili çalışmalara başlamıştır. Başlangıçta sadece metrik sistemi kullanan ülkeler için tolerans ve alıştırmalar sistemi yapılmıştır. Daha sonraki zamanlarda çalışmalara İngiltere ve Amerika’ da katılmıştır.
Çalışmaların ilk aşamasında kurulan bir komisyon 1 mm’ den 180 mm’ye kadar ölçüler için tolerans ve alıştırmalar hazırlamış ve ISA genel kurulu tarafından 1931 yılında kabul edilmiş olup 1932 yılında yayınlanarak uygulamaya konulmuştur. Çalışmalar 500 mm çapa kadar sürdürülmüş olup 1935 yılında yayınlanarak kullanıma alınmıştır.
ISA, 1950 yılında ISO (International Standard Organization) ismini almıştır. 2. ÖLÇÜ BASAMAKLARI ve ISO TOLERANS NİTELİKLERİ
ISO kuruluşunda çalışan uzmanlar aşağıdaki çap basamaklarını belirlemişlerdir.
1-3 3-6 6-10 10-14 14-18 18-24 24-30 30-40 40-50 50-65 65-80 80-100
100-120 120-140 140-160 160-180 180-200 200-225 225-250 250-280
280-315 315-355 355-400 400-450 450-500
ISO tolerans sistemi bir harf ve rakam veya sayıdan oluşur. Bu sistemde alfabenin tüm harfleri kullanılır. Büyük harfler delikler için küçük harfler mil içindir. Örnek olarak bir delik için H7, mil için g6 gösterilebilir (Şekil 1).
Şekil 1:ISO sistemine göre mil ve delik toleransının yazılışı Tarihçe başlığında da belirttiğimiz gibi bilim adamları işlerin hassaslığına göre 20 adet tolerans niteliği belirlemişlerdir. Bunlar IT01, IT0, IT1…………IT18 nitelikleridir. IT harfleri ISO tolerans niteliği demektir. Rakamlar ve sayılar F9, h5 ve D10 gibi tolerans harflerinin yanına yazılır.
IT01….IT5 tolerans nitelikleri küçük toleranslardır ve hassas ölçü aletlerinin yapımında, IT6…..IT11 tolerans nitelikleri orta toleranslardır ve iş parçalarının yapımında, IT12 …….IT18 büyük toleranslardır ve dövülmüş, dökülmüş, haddelenmiş kaba işlerde kullanılır. 3. ISO TOLERANS BÖLGELERİ
ISO tolerans bölgeleri harflerden meydana gelir. Büyük ve küçük ölçü arasındaki bölgedir. Tolerans bölgeleri 0 çizgisine göre belirlenir. Şekil 2’ de delik için tolerans bölgeleri görülmektedir.
Dikkat edilirse sıfır çizgisinin üst tarafında kalan A…H tolerans bölgeleri arasındaki delik ölçüsü anma ölçüsünden büyük olur. Sıfır çizgisinin alt tarafında kalan K…ZC tolerans bölgeleri arasındaki delik ölçüsü anma ölçüsünden küçük olur. H tolerans alanında en küçük delik ölçüsü anma ölçüsüne eşittir.
K tolerans alanında deliğin en büyük ölçüsü anma ölçüsüne eşittir. J ve JS tolerans alanlarında deliğin en büyük ölçüsü sıfır çizgisinin pozitif tarafında, deliğin en küçük ölçüsü sıfır çizgisinin negatif tarafındadır.
Şekil 2:Delik için tolerans bölgeleri Şekil 3’ de mil için tolerans bölgeleri görülmektedir. Dikkat edilirse sıfır çizgisinin alt tarafında kalan a…h tolerans bölgeleri arasındaki mil ölçüsü anma ölçüsünden küçük olur. Sıfır çizgisinin üst tarafında olan k…zc tolerans bölgeleri arasındaki mil ölçüsü anma ölçüsünden büyük olur. h tolerans alanında en büyük mil ölçüsü anma ölçüsüne eşittir. k tolerans alanında milin en küçük ölçüsü anma ölçüsüne eşittir. j ve js tolerans alanlarında milin en büyük ölçüsü sıfır çizgisinin pozitif tarafında, milin en küçük ölçüsü sıfır çizgisinin negatif tarafındadır.
Şekil 3:Mil için tolerans bölgeleri 4.SAPMALAR
Uzmanlar uzun çalışmalar sonucunda, “Ölçü Basamakları, ISO Tolerans Nitelikleri” ve ISO Tolerans Bölgeleri ni belirleyip bir takım hesaplar yaptıktan sonra mikrometre (µm) cinsinden alt ve üst sapma değerlerini bulup çizelgeler hazırlamışlardır. Bizler bu hazır çizelgeleri kullanarak işlerimizi yapmaktayız.
Örnek olarak 50 mm çapında bir delik için H7 toleransını kullanalım. 40-50 ölçü aralığı seçilir. Burada 40 ölçüsü hariç 50 ölçüsü dahil demektir. Çizelgeye baktığımızda +25, 0 µm sapma değerleri görülür. +25 değeri üst sapma, 0 değeri alt sapmadır. Sapmaların her ikisi pazitif bölgede veya negatif bölgede olabilir. Bazı toleranslarda sapmanın birisi pazitif bölgede, diğeri negatif bölgede olabilir.
Sapma değerleri mm’ ye dönüştürülür. 1µm=0.001 mm’ dir. Kısacası mikron değerler 1000’ e bölünerek mm’ye dönüştürülür. 25µm=0.025 mm’ dir. Bir sonraki konuda toleransların resim üzerindeki gösterimleri örnekleriyle anlatılacaktır. 5. “NORMAL DELİK” ve “NORMAL MİL” SİSTEMLERİ
1. Normal Delik Alıştırma Sistemi: Normal delik alıştırma sisteminde delik önceden hazırlanmış olup toleransları H harfiyle belirtilir. H toleranslarında her zaman alt sapma 0 değerindedir. Üst sapmalar değişebilir. Delik ölçüsü sabit tutularak boşluklu, belirsiz ve sıkı alıştırmalar için mile değişik toleranslar verilir.
Mile a, b, c, d, e, f, g harfleriyle tolerans verilirse boşluklu alıştırma, h, j, k, m, n harfleriyle tolerans verilirse belirsiz alıştırma, p, r, s, t, u, v, x, y, z, za, zb, zc harfleriyle tolerans verilirse sıkı alıştırma elde edilir.
Boşluklu alıştırma için Ø40H7/g6, belirsiz alıştırma için Ø40H7/j6, sıkı alıştırma için Ø40H7/s6 örnekleri verilebilir. Bu işi en iyi bilenler uygulamayı yapanlardır.
2. Normal Mil Alıştırma Sistemi: Normal mil alıştırma sisteminde mil önceden hazırlanmış olup toleransları h harfiyle belirtilir. h toleranslarında her zaman üst sapma 0 değerinde, alt sapmalar negatif değerindedir. At sapmalar değişebilir.Mil ölçüsü sabit tutularak boşluklu, belirsiz ve sıkı alıştırmalar için deliğe değişik toleranslar verilir.
Deliğe A, B, C, D, E, F, G harfleriyle tolerans verilirse boşluklu alıştırma, H, J, K, M, N harfleriyle tolerans verilirse belirsiz alıştırma, P, R, S, T, U, V, X, Y, Z, ZA, ZB, ZC harfleriyle tolerans verilirse sıkı alıştırma elde edilir.
Boşluklu alıştırma için Ø40h6/F8, belirsiz alıştırma için Ø40h9/H8, sıkı alıştırma için Ø40h6/R7 örnekleri verilebilir. Bu işi en iyi bilenler uygulamayı yapanlardır.
Şekil 4’ de delikler için ISO tolerans çizelgesi, Şekil 5’ de miller için ISO tolerans çizelgesi görülmektedir. Her iki çizelgede de ölçüler µm’ dir. Çizelgeler akil-cagi.blogspot.com adresinden alınmıştır.
Şekil 4:Delik için ISO toleransları
Şekil 5:Mil için ISO toleransları Not: Makine işleriyle uğraşan çizimci veya yapımcı teknik elemanlar bu konuları çok iyi bilmesi gerekir. Yedek parça sanayii tolerans sayesinde varlığını sürdürebilir. Aksi halde yapılan parçalar yerlerine takılamayabilir. Yaygın olarak kullanılan Rulmanlı yataklar örnek olarak verilebilir. Rulmanlı yataklar özel fabrikalarında yapılır ve hazır olarak kullanılır. Rulmanlı yatakların ölçüleri toleranslarıyla birlikte katalog çizelgelerinde belirtilir. Şekil 6’ da ISO alıştırma dereceleri çizelge halinde verilmiştir.
Şekil 6:ISO Alıştırma dereceleri
6.MAKİNA YAPIMINDA TERCİH EDİLEN ISO ALIŞTIRMALARI
| Normal Delik | Normal Mil | Alıştırma Konumu | Kullanıldığı Yerler |
|---|---|---|---|
| H8/x8 H8/u8 H7/s6 H7/r6 | R7/h6 S7/h6 | Pres Alıştırmalar | 1.Büyük tutukluk kuvveti için, dişli çark, volan ve teker göbekleri, mil flanşları. 2.Orta tutukluk kuvveti için, kavrama göbekleri, DD Göbekleri üzerine bronz yataklar; gövde, tekerlek ve piston kollarında yataklar için kullanılır. s6 büyük, r6 küçük çaplar içindir. |
| H7/n6 | N7/h6 | Sıkı alıştırma (Presle yapılır) | Motor miline geçen endüviler ve göbeğe geçen dişliler. Mil üzerine takılan göbekler ve yataklar için kullanılır. |
| H7/m6 | M7/h6 | Çakma alıştırma. Çekiçle oldukça zor yapılabilir. | Bir defaya mahsus olmak üzere makina ve elektrik motoru millerine (ø55-120 mm) geçirilmiş kasnaklar, kavramalar ve dişliler için kullanılır. |
| H7/k6 | K7/h6 | Tutuk alıştırma. Çekiçle rahatça yapılabilir. | Kasnaklar, kavramalar, dişliler, kamalı volanlar, sabit tekerlekler ve kollar için kullanılır. |
| H7/j6 | J7/h6 | Kakma alıştırma. Tokmak veya elle yapılabilir. | Kolayca çıkarılması gereken kasnaklar, dişliler, tekerlekler, yataklar vb. için kullanılır. |
| H7/h6 | H7/h6 | Kaygın Alıştırma. Yağlanırsa elle takılabilir. | Sık sık sökülüp takılması gereken tekerler, makinaların hareketli kısımları, rulmanlı yatakların dış bilezikleri, kavramalar, vb. kullanılır. |
| H8/h9 | H8/h9 | Kaygın alıştırma. Kuvvet uygulamadan kayabilen parçalar. | Mil üzerinde hareket eden transmisyon hareket bilezikleri, kayış kasnakları, el tutamakları, dişliler, kavramalar vb. kullanılır. |
| H7/g6 | G7/h6 | Tutuk döner alıştırma. Fark edilmeyecek bir boşlukla kaydırılabilir. | Kayabilir dişliler, kavramalar, piston kolu yatağı, ölçme cihazları silindirleri için kullanılır. |
| H7/f7 | F8/h6 | Döner Alıştırma. Fark edilecek kadar boşluk vardır. | Takım tezgahlarının ana yatakları, krank milleri ve piston kolu yatakları, bütün regülatör yatakları, kaygan muflar vb. yerlerde kullanılır. |
| H8/f7 | F8/h9 | Döner alıştırma. Fark edilir derecede boşluk vardır. | Krank millerinin ana tatakları, piston kolu yatakları, kaymalı yataklaklar için kullanılır. |
| H8/e8 | E8/h8 | Hafif döner alıştırma. Oldukça büyük boşluk vardır. | Takım tezgahlarında çok yataklı miller için kullanılır. |
| H8/d9 | D9/h8 | Serbest döner alıştırma. Çok fazla boşluk var. | Vinçlerin ve transmisyonların uzun millerindeki yataklar, avara kasnaklar, ziraat makinaları yatakları, salmastra kutuları için kullanılır. |
| H9/d10 | D10/h9 | Serbest döner alıştırma. Çok fazla boşluk var. | Kamalar ve kama yuvalarında, nakil vasıtaları ve ziraat makinalarının aks burçları, transmisyon yatakları, avara kasnaklar için kullanılır. |
| H11/h11 | H11/h11 | Kaba alıştırma. Parçalar az boşlukla ve büyük toleransla içiçe geçebilir. | Ziraat makinalarında miller üzerine vidalanmış, çakılmış veya sıkıştırılmış parçalar, ara burçları, menteşe pimleri için kullanılır. |
SPONSORLAR


